










فهرست مطالب
راهنمای جوش بات فیوژن
کیفیت سیستم های لوله کشی پلی اتیلن با چگالی بالا متکی به طراحی هوشمند سیستم لوله کشی، کیفیت مواد لوله کشی و نصب صحیح لوله ها و جوش بات فیوژن می باشد.
در حالی که لولههای پلی اتیلن روتن کارلولههایی با کیفیت بالا هستند، هنوز هم نمیتوان از خرابی سیستمهای لولهکشی زمانی که طراحی ضعیف و روشهای نصب نامناسب وجود دارد جلوگیری کرد.
این راهنمای جوش لب به لب برخی از نکات مهم در انجام جوش لب به لب را برشمرده است و این به هیچ وجه نباید جایگزین یک دوره کامل در جوش لب به لب باشد.
دو بخش این راهنما به شرح زیر است: دوره نظری اطلاعات عمومی و جوش پلی اتیلن لب به لب.
بخش اول یک مرور کلی از سیستم های لوله کشی پلی اتیلن از جمله خواص مواد و ویژگی های ابعادی استاندارد لوله های پلی اتیلن است. کاربر با تجربه ممکن است نیاز به بخش نداشته باشد.
بخش دوم خواننده را با تکنیک Butt Fusion آشنا می کند. لطفاً توجه داشته باشید که لولههای روتن کار در صورتی که نصب لولهها با رعایت نکات ارائه شده در زیر منجر به خرابی سیستم لولهکشی شود، هیچ مسئولیتی را به عهده نمی گیرد.
برای خرید دستگاه جوش لوله پلی اتیلن با شماره های درج شده در سایت تماس بگیرید.
اطلاعات عمومی جوش بات فیوژن
ویژگی های ترکیبات پلی اتیلن
HDPE مخفف پلی اتیلن با چگالی بالا است. این یک نوع مواد پلاستیکی است. لوله پلی اتیلن به لوله هایی گفته می شود که از چنین موادی ساخته شده اند – همانطور که لوله های PVC به نوع مواد لوله اشاره دارد.
انواع مختلفی از PE وجود دارد : PE با چگالی کم، چگالی متوسط، PE 80 و PE 100 … و غیره.
لازم به ذکر است که ادغام مواد پلاستیکی مختلف مجاز نمی باشد. بنابراین، اتصالات PP-R را نمی توان با لوله های پلی اتیلن ترکیب کرد.
استاندارد سازی لوله های HDPE
رنگ استاندارد لوله های پلی اتیلن مشکی است. رنگ سیاه نتیجه افزودن کربن سیاه است – که از لوله پلی اتیلن در برابر اشعه UV محافظت می کند. لوله های پلی اتیلن روتن کار به رنگ مشکی هستند.
لوله های پلی اتیلن روتن کاراز ISO 4427 پیروی می کنند – که در آن مشخصات ابعادی لوله ها از استاندارد SDR پیروی می کند. SDR نسبت ابعاد استاندارد است. هرچه SDR کمتر باشد، درجه فشار لوله بالاتر است.
قاعده کلی جوش بات فیوژن
جوش بات فیوژن با استفاده از دستگاه جوش بات فیوژن شامل گرم کردن دو انتهای لوله تا دمای همجوشی و سپس اتصال دو سر با اعمال نیرو است.
جوش بات فیوژن با کیفیت
معمول ترین علت جوش های بات فیوژن بی کیفیت، بی توجهی جوشکار به زمان، دما و فشار مناسب در هر یک از پنج مرحله ذکر شده در بالا است.
مهم است که هر یک از مراحل بالا از نظر فشار، زمان و دما نظارت شود.
یک جوش موفق به سادگی به این صورت توصیف می شود که دارای اتصالی برابر یا بیشتر از مقاومت خود لوله است. بنابراین، آزمایش فشار هیدرواستاتیک لوله با اتصال باید منجر به شکست در بخش لوله شود – نه در قسمت اتصال.
مطالعه بیشتر: دستگاه جوش لوله های پلی اتیلن آبرسانی
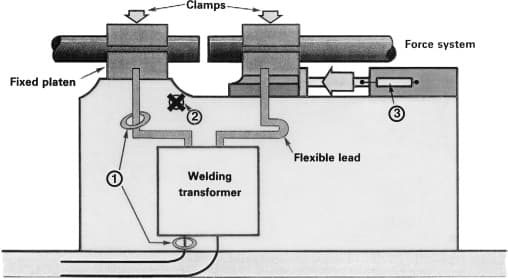
تجهیزات جوش بات فیوژن
قطعات اصلی تجهیزات به شرح زیر است:
- ابزار Planing Tool – برای روبرو کردن دو انتهای لوله با هم استفاده می شود.
- دستگاه اتو لوله پلی اتیلن – برای ذوب انتهای لوله استفاده می شود.
- قاب – روی لوله هایی که قرار است به هم وصل شوند می چسبد. دارای سیلندرهای هیدرولیک است که به اتصالات لوله پلی اتیلن فشار وارد می کند.
- واحد هیدرولیک – دارای پمپ هیدرولیک، مخزن، فشار سنج، شیرهای جهت، دریچه های تنظیم فشار است.
- Data Logger – داده های مربوط به فرآیند مانند زمان، فشار و دما را ثبت می کند. دیتالاگر اطمینان می دهد که هر مفصل به درستی ساخته شده است.
آماده سازی سایت
قبل از جوشکاری بات فیوژن، اپراتور باید اطمینان حاصل کند که دستگاه در یک منطقه خشک قرار دارد. تجهیزات در معرض باران قرار نگیرند.
هنگام جوشکاری بات فیوژن در هوای بارانی باید اقدامات مناسب انجام شود. برای محافظت از تجهیزات در برابر باران باید از یک ساختار سقف در فضای باز استفاده شود. اپراتور همچنین باید اطمینان حاصل کند که تجهیزات روی زمین مرطوب قرار نگرفته است.
آماده سازی لوله پلی اتیلن
انتهای لوله برای اتصال باید خشک و عاری از ذرات خارجی باشد.
انجام جوش لب به لب در ترانشه ضروری نیست. نصب لوله های HDPE مزیت مناسبی نسبت به سایر مواد لوله کشی اتصالات بالای زمین دارد. یعنی لولههای HDPE را میتوان روی زمین جوش داد و متعاقباً لولهها را به داخل ترانشه هل داد.
[maxbutton id=”1″ ]
روش جوشکاری بات فیوژن
- لوله هایی که باید به دستگاه جوش بات فیوژن متصل شوند را محکم ببندید. لوله ها باید به صورت صاف . بدون نا همواری به جهت محوری متصل شوند.
- با انتهای لوله لوله ها را به هم بچسبانید. این فرآیند زمانی کامل می شود که براده ها از نظر طول پیوسته و از نظر ضخامت برابر باشند. انتهای رو به رو باید حرکت کنند تا یکدیگر را لمس کنند تا صاف بودن آن بررسی شود. اپراتور نباید برای جلوگیری از آلودگی، انتهای روبرو را در این نقطه لمس کند.
- نیروی کشش باید در نظر گرفته شود. فشار گرمایش و فشار باید حدود 0.16 N/mm^2 باشد. با این حال، در سایت، لوله های طولانی که یک به یک به هم متصل می شوند، سطوح مختلفی از نیروی کشش را نشان می دهند. بنابراین کاربر باید بتواند نیروی کشش را جبران کند تا فشار موثر جوشکاری یا ذوب کردن در 0.16N/mm^2 حفظ شود. مهم است که این فشار حاصل شود. کاهش حجم پلاستیک در انجماد آن از حالت مذاب منجر به حفرههای (حفرههای هوا) در محل اتصال در صورت عدم رسیدن به سطح مناسب فشار جوش میشود.
- رابط های لوله را ذوب کنید. زمان های گرمایش توصیه شده توسط سازنده را دنبال کنید. به طور کلی، برای ضخامت دیوار لوله معین، باید یک سطح تعیین شده از ارتفاع مهره به دست آید. ارتفاع مهره به پلاستیک ذوب شده ای اطلاق می شود که در اطراف محیط بیرونی لوله ایجاد می شود. ارتفاع مهره ممکن است از 0.5 میلی متر تا بیش از 5 میلی متر متغیر باشد. فشار گرمایش توصیه شده 0.16 N/mm^2 (موثر) است. [باز هم، مؤثر به این معنی است که نیروهای کششی باید جبران شوند]
- انتهای لوله را در حرارت ذوب کنید. هنگامی که زمان گرمایش تعیین شده به پایان می رسد، فشار بالا کاهش می یابد اما لوله ها در تماس با صفحه گرمایش باقی می مانند. زمان ذوب حرارتی از 5 ثانیه تا چند دقیقه متغیر است. فشار ذوب حرارتی حدود 0.02 نیوتن بر میلیمتر 2 موثر است.
- تغییر در طول زمان. پس از اینکه لوله ها به درستی ذوب شدند، لوله ها باید فوراً به هم وصل شوند. یک زمان تغییر وجود دارد – این به حداکثر مدت زمانی اشاره دارد که لوله ها می توانند در معرض جو قرار بگیرند در حالی که صفحه گرمایش را جدا می کنند و انتهای لوله را به سمت هم حرکت می دهند. مجدداً از زمان تعویض پیشنهادی سازنده تجهیزات جوش بات فیوژن پیروی کنید.
- جوشکاری (با نام مستعار خنک کننده). پس از طی کردن زمان سپری شده صحیح برای گرم کردن، ذوب کردن و تعویض، انتهای لوله باید با فشار موثر 0.15 N/mm^2 به هم فشرده شوند. زمان خنک شدن تحت فشار از 6 دقیقه تا 80 دقیقه متغیر است. رعایت نکردن زمانهای خنکسازی صحیح ممکن است منجر به تشکیل حبابهای هوا در مفصل شود.
منبع : https://www.nexorpipes.com/butt_welding_guide.htm
Chasis, David. Plastic Piping Systems. 2nd Ed. Industrial Press Inc. New York, NY USA. 1988
ISO 4427 Polyethylene pipes for water supply – Specifications
ISO/TR 19480 Polyethylene pipes and fittings for the supple of gaseous fuels or water – Training and assessment of fusion operators